 24小时服务热线
24小时服务热线 添加微信
添加微信 公司地址
公司地址
 在线留言
在线留言 在线咨询
在线咨询选矿球磨机在选矿厂主要负责将破碎后的物料磨细的工作。虽然并未参与核心选矿工作,只是负责选矿前的研磨,但是,磨矿粒度的粗细、均匀程度都影响着选矿效果。因而选矿球磨机的精准安装,就显得尤为重要。本文将为您详细介绍选矿球磨机的安装方法。
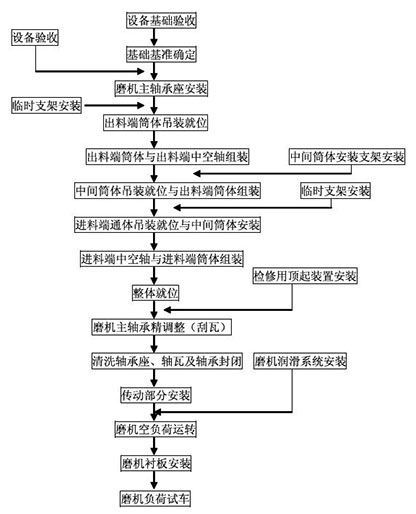
整个选矿球磨机的安装流程包括:底座安装、主轴承安装、筒体安装、端盖安装及齿圈安装。
一、选矿球磨机底座的安装
选矿球磨机底座的安装,找准水平是重中之重,在底座安装时,要用水准器或水平仪检和钢尺来检查底盘的水平性和水平标高。
安装底座前应准备垫铁数块,最好厚度不一,宽度在50~60mm之间。垫铁的主要作用是调整底座的位置,通常情况下底座侧敲没有出现松动,即可视为合格。
另外,在底座安装前,还要仔细观察球磨机的主轴承底盘,是否在中心线,其重合度是否超过0.5mm,而且进料端通常应高出出料端大约1mm左右。在标高螺栓紧固以后,可用经纬仪进行底盘检测,看其是否和底盘在同一水平线上。
二、选矿球磨机主轴承的安装
主轴承底座安装好后,就要进行选矿球磨机主轴承的安装了,首先我们要对底座进行检查,确保各项数据都符合技术要求后,再进行主轴承的安装。
主轴承安装的过程中,应保证做到如下几点:
1.保证球磨机的轴颈以及轴承能够运转,且有较好的接触性能;
2.保证这两个中空轴有着同样的轴度,且应该控制中心轴以及轴承距离间隙在0.5mm到1mm之间,还要在自由端的两边留有一定的伸缩性;
3.在一些季节温度差异大的地区,中空轴台肩以及轴瓦间隙容易出现一些差异,如果设置不当,导致轴承温度较高,会出现轴承抱死等不良情况。(冬季中空轴外侧台肩以及轴承之间的间隙应比内侧要小,夏季相反);
4.允许主轴承底盘的不水平度相差0.1mm/m,其不平行度允许误差为0.5mm/m,但一定得确保球磨机出料。

三、选矿球磨机筒体的安装
选矿球磨机筒体的体积非常大,为了运输方便,需要将其分为五大部分进行运输,这五部分分别为:出料端中空轴、出料端筒体、中间筒体、进料端筒体、进料端中空轴,需要进行吊装,吊装顺序是从出料端向进料端方向进行。
在组装筒体和端盖之前,要检查筒体,保证筒体的椭圆不大于筒体直径的4‰。
1.出料端筒体吊装
出料端筒体运到现场时,处于平卧状态,吊装则利用天车主副吊钩,上下配合凌空反转90º,实现翻转目的。其他筒体部分同样采用该方法翻转。
出料端筒体在吊装时,为便于吊装工具的固定和保护设备,需采用多个专用吊装工具,吊装时,将吊装工具连接在衬板螺栓孔上,同时,用两台倒链对筒体部件吊起,进行水平、中心调整,确保筒体组队的准确性。
注意:吊装后筒体位置偏差应小于5mm。
2.中空轴吊装
选矿球磨机在设计两端中空轴时,为考虑结构装配的联接强度,中空轴与筒体的止口连接采用过盈装配,用螺栓连接。中空轴吊起后,按前述微调的方法,进行找平找正(各螺栓保证不错位),待端部筒体加热到装配的要求时,将中空轴用螺栓收紧达到组装完成。
3.中间筒体吊装
选矿球磨机中间筒体是整个筒体的过渡部分。与端部筒体止口配合后,螺栓紧固连接。筒体吊装前,应先在筒体组装处设置临时支撑架,用两台千斤顶进行调整。吊起后,调整筒体的水平和中心位置,与端部筒体进行对接。紧固后调整临时支撑千斤顶的受力,用天车卸载。
4、进料端筒体吊装
选矿球磨机进料端筒体结构与出料端筒体结构形式相同,吊装方法与出料端筒体一样。筒体吊装组对后,用检修千斤顶支撑。受力后,天车卸载。
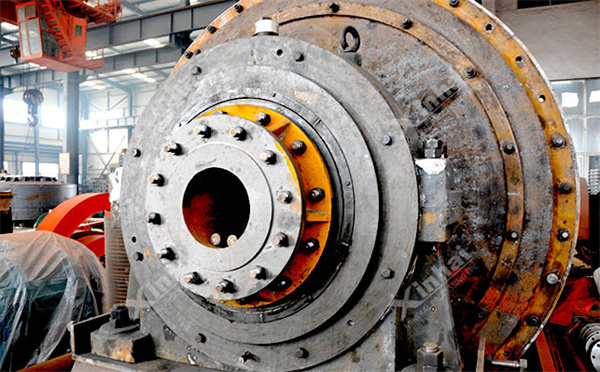
四、端盖安装
球磨机的端盖在安装时,应先吊进料端,后吊出料端,同时配以手动葫芦把副吊链向主吊链靠拢,从侧面插入筒体和混凝土基础中间,在端盖和筒体止口的配合间隙处对称塞入多块(一般4块)厚度相等的薄垫片,然后沿圆周12等分,用塞尺测量止口的配合间隙,进行精确调整,若间隙均匀即可拧紧事先按圆周方向均布的8个螺栓。
待同心度调好后拧紧全部连接螺栓,拧紧力矩在3000N·m左右。法兰之间要用0. 02 mm的塞尺检查间隙,不许塞入。

这时,需要将端盖和筒体组装在一起,并检查无误后,对组装后的筒体进行测量,其总长度及两轴颈中心的长度,与轴承座中心距相比较,如不符则需调整轴承座或主底板的位置。用顶起的装置将筒体装配慢慢落入轴承,将筒体安装到正确的位置,避免碰伤轴瓦。

五、大齿圈的安装
1.检查传动部分组装的质量情况,主要是检查小齿轮轴与减速机低速轴的同心情况。以球磨机大齿轮为基准,安装和调整传动部分,使小齿轮的齿宽比大齿轮的齿面两边宽处均匀一致。
2.从大小齿轮的接触痕迹看,接触痕迹应占全长的60%以上,接触痕迹的高度占到全高的40%左右。
如果接触痕迹偏向齿面宽度的一端,即表明齿面不平行。
如果传动大齿轮一周有挤死的情况,说明齿轮间隙太小了,应使小齿轮离开大齿轮一点。
在固定好球磨机位置后,以球磨机为心,来确定辅助选矿设备的位置。
经过上述五个步骤,即完成了选矿球磨机的安装。精准的安装可以保证球磨机的寿命,并确保磨矿产品的合格率,避免在使用过程中出现突发状况。最后,提醒各位,安装好后应进行空负荷运转,没有问题可安装磨机衬板,之后再进行负荷试车。确保无误后,才能投产。
- 上一篇:1小时60吨大型球磨机价格表
- 下一篇:石墨球磨机原理,鳞片石墨球磨机怎么选?
 鲁公网安备 37061102001222号
鲁公网安备 37061102001222号