 24小时服务热线
24小时服务热线 添加微信
添加微信 公司地址
公司地址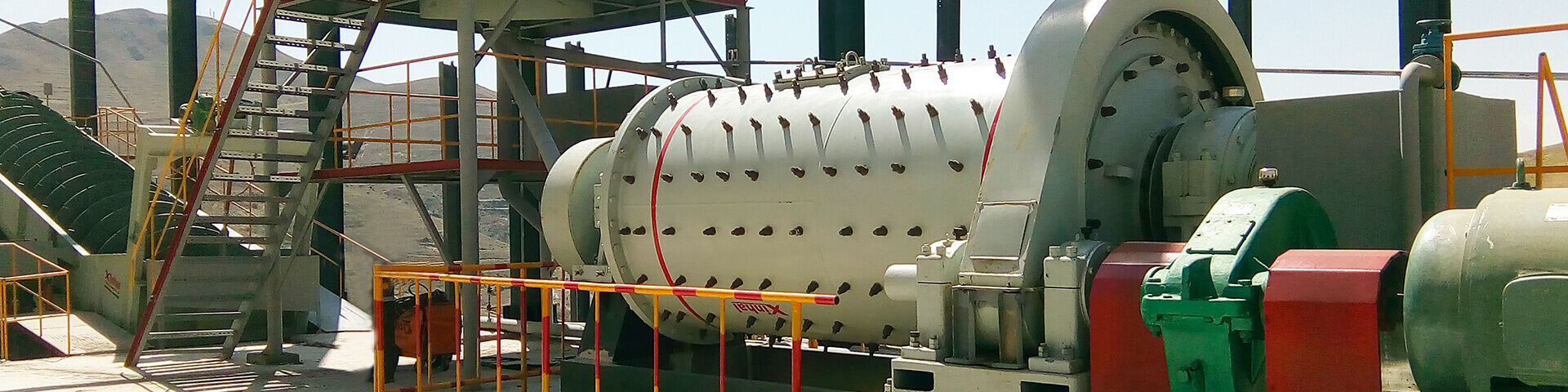
 在线留言
在线留言 在线咨询
在线咨询当选矿厂处理量不够需要扩建,或矿石性质发生变化时,需要对现有选矿厂进行改造。相比新建选厂,改造项目更加考验承接企业的设计能力。因为改造项目需要考虑的因素较多,包括空间限制、原有设备和基础设施与新设备的融合、原有管路的走向和大小等。本文以鑫海承接的马来西亚金矿CIL扩建项目为例,介绍改造过程。

一、选矿厂改造项目背景
项目位于马来西亚,选厂原处理能力为500t/d,无法满足生产需求。因此,业主方决定对原处理能力选矿厂实施改造与扩建工程,目标是将选矿处理能力显著提升至800t/d。鑫海矿业负责从设计到实施的EPC服务。
本次扩建的核心挑战在于:原厂区规划设计时未预留后续发展空间,场地条件极为受限。
为实现产能升级的目标,鑫海在现有厂房结构的基础上,巧妙加装了球磨机、浸出搅拌槽及压滤机等核心工艺设备。同时,为容纳新增设备并优化工艺流程布局,对原有厂房结构进行适应性扩建,新增厂房若干。

二、选矿厂改造详细过程
1.新增设备及管线设计
新建磨矿上矿系统、上矿皮带运输机(皮带由客户自制);
新建磨矿分级系统;
新增浓缩分级泵;
新增浸出搅拌槽4台;
重新铺设矿浆、风管、水管及其它管线。
2.工艺流程
本次设计的工艺流程:一段磨矿,两段分级,一段分级浓缩,得到最终-200目85%细度的矿浆。
3.改造过程描述
(1)新增磨矿分级系统
采用一段磨矿,两段分级工艺。磨矿采用MQYg2445长筒型溢流磨机。
一段分级采用高堰式螺旋分级机FLG2000,分级溢流去二段旋流器分级,返砂返回球磨机。二段采用旋流器进行分级,底流返回球磨机,溢流自流到除屑筛。
除屑筛利用原系统替换下来的直线筛DZS0918,原系统更换成DZS1225直线筛来解决原系统渣滓过多的问题。

(2)改造浸出系统
浸出系统的改造核心是,实现浸出产能提升(匹配800t/d),解决供风瓶颈,优化流程布局与管道规格。主要的改动如下:
√扩容核心设备: 在原有6台SJ7.0x7.5浸出搅拌槽基础上,新增4台同规格搅拌槽(槽体尺寸调整为φ7.0x7.0,机芯兼容)。
√安全筛升级: 更换原有安全筛为更大规格的 DZS1225 安全筛。
√供风强化: 新增一台TRRE-250高压罗茨风机,彻底解决原5#、6#槽供风不足问题,并为所有新增槽及串炭提供充足风源。
√空间优化与安装:
将现有安全筛平台及管路整体平移至西南侧腾出空间。
新建4台搅拌槽基础并完成罐体焊装等安装工作。
√管路升级: 改造后,整个浸出系统统一采用DN200焊接钢管,替换原系统的部分DN150管路。
√矿浆流程调整: 矿浆经新安全筛后,因新增罐体导致高差不足,由自流改为渣浆泵扬送至两个改造为缓冲槽的红色罐体,再进入后续流程。相关连接管路已预置或可灵活增补。

(3)压滤系统改造
原有三台厢式压滤机,此次改造新增一台厢式压滤机,型号为XMZ600/2000。配套增加压滤机入料泵及压滤机底皮带运输机。
改造时将新增压滤机入料泵连接到原浸出搅拌槽底部,扬送端采用PE管连接到新增厢式压滤机,回水自流到现有滤液槽。
(4)供水系统改造
新、回水供水采用高位水池供水,不再增设供水泵等供水设施;新供水管路敷设采用PE管,当地相应配套管件十分丰富。
三、选矿厂改造项目结果
经过鑫海矿山设计院的精心设计,马来西亚金矿CIL选厂扩建项目于2024年成功实施,将选矿厂处理能力由500t/d提升至800t/d。新增核心设备与工艺流程改造运行稳定,完全达到设计目标。业主对鑫海矿业展现的专业能力、工程质量及最终成效表示高度认可与满意。
四、鑫海在选厂改造上的优势
鑫海矿山设计院拥有中国冶金行业乙级设计资质,可按多种国家标准进行设计。具备按照中国标准、澳大利亚JORC标准、Valmin规范以及加拿大NI43-101标准进行设计的能力。鑫海矿山设计院由80多位设计人才为客户提供服务,涉及地质、采矿、矿山机械、选矿、给排水、管道、技术经济、总图、土建、3D等18个专业,是一支专业完备的专家团队。

(鑫海矿山设计院组织架构图)
鑫海矿山设计院在选矿厂改造设计方面具有丰富经验,已经成功完成过多个选矿厂改造设计项目。包括金矿、铜矿、铁矿、铅锌矿等多种矿物类型。
如果您有选厂需要扩建或改造,请联系我们!
 鲁公网安备 37061102001222号
鲁公网安备 37061102001222号